昆山徕通机电科技有限公司
电 话:0512-5766-3487
传 真:0512-5766-9773
服务热线:189-1321-0202
网 址:www.accutexedm.cn
邮 箱:accutex_info@163.com
地 址:江苏省昆山市千灯镇圣祥中路219号

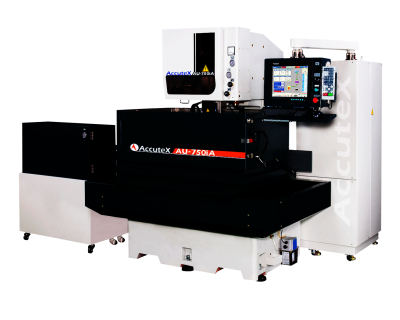
慢走丝和快走丝作为加工机床主要的组成部分包括:
(1)主机:包括床身、坐标工作台、走丝机构等;
(2)脉冲电源:把交流电流转换成一定频率的单向脉冲电流;
(3)控制系统控制机床运动,是本文讨论的重点;
(4)工作液循环系统:提供清洁的、有一定压力的工作液。
基于伺服技术的运动控制
硬件介绍
控制部分就是上位机系统和伺服系统:
(1)上位机:是基于PC架构的慢走丝机床专用NC控制器;
(2)伺服系统:两套台达ASD-AB10212MA伺服控制器和台达ECMA-G31309ES大惯量伺服电机。
(3)机械传动:伺服电机直连螺距为6mm的丝杆。
技术难点
慢走丝机床上的伺服应用的主要技术难点就是在0.5~0.2rpm超低速运行过程中保持稳的追随误差,同时追随误差又必须小于2个脉冲。这样的超低速技术要求实际上是和慢走丝机床的加工特点有密切的联系的。
慢走丝机床的电极丝直径通常0.03~0.35mm,而其加工工件时中心线在工件上切过的面积总和大可达约为350m㎡/min,慢走丝机床加工的工件与快走丝不同通常都是既对加工精度要求很高又有很大的加工厚度。这就对慢走丝机床的进给速度有很高的要求,速度必须在一定的范围内,过快的速度会造成加工不彻底,在工件表面留下深浅不一的粗糙痕迹使表面粗糙度变差,同时也会造成电极丝振动加大,易造成断丝!至于伺服系统小于2个脉冲的追随误差,则是因为线切割的加工原理就是正负电极之间不断放电灼烧工件表面,就是说两个电极之间要保持一定的距离,既不能接触在一起造成短路,又不能距离太远造成断路。






 淘宝旺旺
淘宝旺旺